鑫意誠無縫鋼管批發】:20G高壓鍋爐管安裝過程注意事項
本文介紹高壓鍋爐管安裝過程中有別于普通碳鋼材料安裝的方面,包括焊接工藝、熱處理以及無損檢測等方面,同時指出了 P11鋼管安裝過程需要注意的事項以及解決方法。
1.前言
A335P11 是 ASTM(美國材料與試驗協會)發行的一種合金鋼材質代號,公稱成分為 1.25Cr-0.5Mo, 與國標 15CrMo 成分最為接近。P11高壓鍋爐管在制造過程中得到保證的力學性能,對于保障化工廠的安全運行,尤其是石油化工企業高溫高壓管道的穩定性有著十分重大的意義。
2.材料驗收
P11等鉻鉬高壓鍋爐管應具有質量證明文件,質量證明文件包括下列內容:
1)材料標準代碼
2)材料規格、牌號及特性數據
3)材料生產批號及供貨狀態
4)生產單位名稱
5)檢驗印簽標志
3.使用前外觀質量檢查
在 P11高壓鍋爐管使用前還應該核對其材質、規格和牌號,進行外觀質量檢查,并符合下列要求:
1)表面不得有裂紋、折疊、發紋、夾層、結疤等缺陷。
2)表面銹蝕、凹陷劃痕及其他機械損傷的深度不應超過相應產品標準允許的厚度負偏差。
3)有符合產品規格的標識。
4.焊接
(1)焊接方法和焊接材料的選擇
根據我公司 P11焊接工藝評定 09-28 內容,焊接方法選用鎢極氬弧焊和焊條電弧焊。兩寸以上的管子焊接接頭形式為對接,一般是采用氬弧焊打底、電弧焊蓋面的焊接方式;兩寸以下的薄壁管的焊接接頭形式為承插焊角接,采用全氬的焊接方式。
對于焊接材料的選擇應根據被焊鋼材的化學成分、力學性能以及使用和施焊條件綜合考慮,工評 09-28 中選用的是 ER80S-B2 焊絲和 E8018-B2 焊條。然而對于 P11 與碳素鋼或與其他鉻鉬合金鋼之間組成的異種鋼焊接接頭,可按合金含量較低一側的鋼材選用焊接材料。
(2)焊工要求
參加 P11 等鉻鉬合金鋼焊接的焊工必須按 《鍋爐壓力容器壓力管道焊工考試與管理規則》規定進行考試。考試合格的焊工才能承擔相應項目的焊接工作。
(3)焊前準備
焊前準備包括坡口制備、組對和定位等,與普通碳鋼焊接無異,這里不再詳細敘述。
(4)焊接作業
焊接作業應在焊接工藝要求的范圍內進行。而且對壁厚大于 10mm 的 P11 鋼管施焊前應進行預熱,預熱溫度為 150~200℃。焊件達到預熱溫度后應及時進行焊接,在保持 預熱溫度的條件下,每條焊縫宜一次連續焊完。焊件達到預熱溫度后應及時進行焊接。 焊接結束后應該立即清理焊縫,去除焊渣、飛濺物等,進行外觀檢查。
5.焊后熱處理
(1)熱處理相關規定
對 P11 等鉻鉬合金鋼設計文件一般要求在焊后應立即進行消除應力的熱處理。P11合金鋼的熱處理溫度為 700~750℃,最短恒溫時間未 2h。熱處理的加熱速度及冷卻速度,應符合下列要求:
1)升溫至 300℃,加熱速度應按 5125/T.℃/h 計算,且不大于 220℃/h;
2)恒溫期間各測點的溫度均應在熱處理溫度規定的范圍內,其差值不得大于 50℃;
3)恒溫后的冷卻速度應按 6500/T.℃/h 計算,且不大于 260℃/h。冷卻 300℃后可 自然冷卻。(注:T 為管子的實際厚度 mm)
不能立即進行熱處理的焊道, 焊后應按工藝說明書要求立即進行 300~350℃、 時間為 10~15min 的后熱消氫處理,然后保溫緩冷至室溫。再焊接時應對焊縫進行檢查,確認無裂紋等缺陷后方可按原焊接工藝繼續進行焊接,條件具備后進行焊后熱處理。
(2)熱處理質量檢查
根據規范要求,經焊后熱處理的焊接接頭,應對焊縫和熱影響區進行硬度值檢測。P11 焊縫和熱影響區經過熱處理后的布氏硬度值不應超過 225(詳見 SH/T 3501 表 10 規 定) ,對于硬度檢測不合格的焊縫應重新進行熱處理。 熱處理后的硬度檢測也是一項不可忽視的工作,它將直接影響 P11 鋼管安裝進度。
根據 SH/T 3501-2011 規定,應對焊縫和熱影響區進行 100%硬度值檢測。不過根據 GB 50517-2010《石油化工金屬管道工程施工質量驗收規范》的要求,在爐內熱處理的每一 熱處理爐次可抽查焊接接頭的 10%進行硬度檢測[3],這將減少一部分工作量。但對于小 徑管和角接接頭,由于檢測儀器直徑和檢測空間的限制硬度檢測工作很難進行,不過目前僅在鎮海地區宣貫使用的 SH/T 3554-2013《石油化工鋼制管道焊接熱處理規范》中規定:確因規格或結構原因無法進行硬度檢測的角焊縫和支管連接焊接接頭,當施工單位 能提供含有硬度檢測合格的焊接工藝評定報告時,可免做相應焊接接頭的硬度檢測。我 認為,SH/T 3554-2013 宣貫使用將會對 P11 鋼管的使用和發展起到一定的推動作用。
6.無損檢測
P11 等鉻鉬合金鋼屬于易產生延遲裂紋和再熱裂紋傾向的材料,無損檢測應在焊接 完成 24h 和熱處理完成兩者之后進行。無損檢測的比例可參考 SH/T 3501-2011 表 12 和 GB 50517-2010 表 9.3.1。需要指出的是對于管道級別為 SHA1、SHA2、SHB1 和 SHB2 級 管道的對接焊縫,根據 SH/T 3501-2011 的規定需同時進行內部缺陷檢測(檢測方法 RT 或 UT)和表面缺陷檢測(檢測方法 PT 或 MT) ,這一點有別于碳鋼和不銹鋼。
7.施工過程中注意事項
P11高壓鍋爐管在施工過程中最應該注意的就是發生與碳鋼的混用,一旦發生,在高溫高壓工況下存在重大安全隱患。所以在施工過程中應設置專門的材料管理人員,對 P11 等特殊鋼材按相關規定涂刷色標并且全程管理 P11 等合金鋼的領用、發放。還應加強對現場施工的監督檢查,杜絕材料混用的發生。 另一個值得注意的就是焊接材料的發放使用,為了防止焊接材料用錯,規范 SH/T 3501-2011 和 GB 50517-2010 都規定要對每條管線抽取至少兩條焊縫進行化學成分的檢測,目前主要用的檢測方法是快速光譜法。
上一篇:新型蒸汽發生器_維護方便
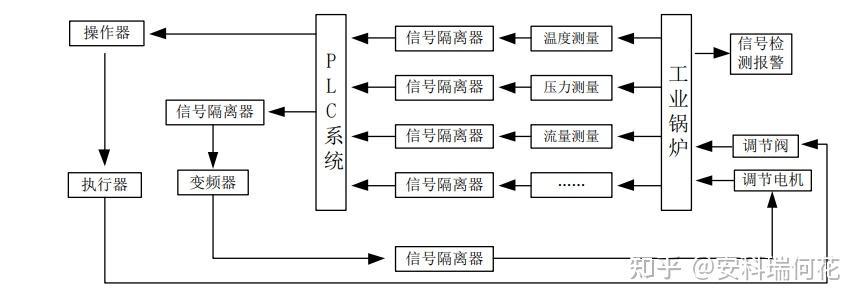
下一篇:信號隔離器在鍋爐控制系統中的應用