無需拆卸,現(xiàn)場修復(fù)燒結(jié)廠余熱發(fā)電鍋爐引風(fēng)機(jī)軸承位磨損
摘要:某鋼鐵廠燒結(jié)分廠余熱發(fā)電鍋爐引風(fēng)機(jī)軸承位出現(xiàn)磨損問題,導(dǎo)致風(fēng)機(jī)運(yùn)行震動(dòng)較大,本文介紹了一種采用高分子復(fù)合材料針對引風(fēng)機(jī)軸承位磨損問題的現(xiàn)場修復(fù)工藝,修復(fù)完成后后期運(yùn)行平穩(wěn),持續(xù)跟蹤運(yùn)行狀態(tài)良好,證明采用高分子復(fù)合材料配合合理的修復(fù)工藝可以很好的現(xiàn)場解決風(fēng)機(jī)軸承位磨損問題。
關(guān)鍵詞:余熱發(fā)電,燒結(jié)廠,軸承位磨損,現(xiàn)場修復(fù),高分子復(fù)合材料
一、設(shè)備簡介
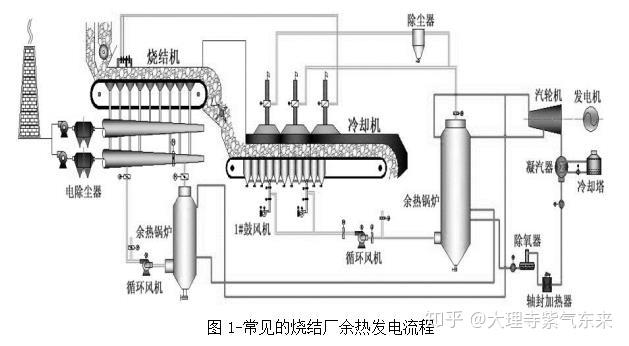
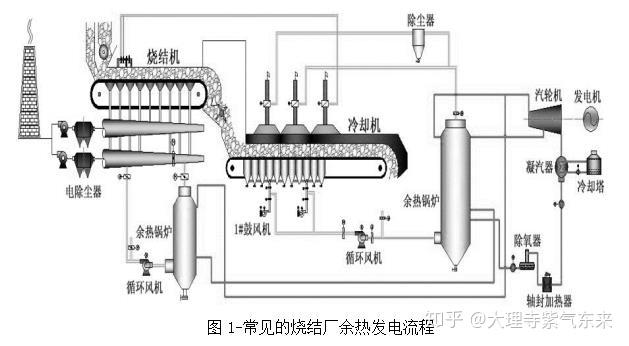
隨著我國鋼鐵工業(yè)的快速發(fā)展,鋼鐵行業(yè)節(jié)能環(huán)保問題越來越受到企業(yè)重視,燒結(jié)廠余熱發(fā)電就是一項(xiàng)回收燒結(jié)過程中產(chǎn)生高溫廢氣,有效回收利用進(jìn)行發(fā)電的技術(shù)。其原理是利用鼓風(fēng)機(jī)將燒結(jié)礦在帶冷機(jī)或環(huán)冷機(jī)上進(jìn)行冷卻,產(chǎn)生大量的高溫廢氣,然后通過引風(fēng)機(jī)將這些高溫廢氣進(jìn)行回收至余熱鍋爐,加熱鍋爐內(nèi)的水,產(chǎn)生蒸汽進(jìn)行發(fā)電。余熱鍋爐所使用的引風(fēng)機(jī)具有循環(huán)風(fēng)機(jī)和冷卻鼓風(fēng)機(jī)的雙重作用,因此引風(fēng)機(jī)的好壞將對整個(gè)余熱發(fā)電機(jī)組造成影響。
二、設(shè)備問題
該廠鍋爐引風(fēng)機(jī)軸承位出現(xiàn)磨損問題,磨損量約單邊3mm,轉(zhuǎn)速為600r/min。軸承型號為:23034EJW33;軸徑尺寸為φ170mm。
三、設(shè)備問題分析
廣義來說軸類出現(xiàn)磨損的原因有很多,但是最主要的原因就是用來制造軸的金屬特性決定的,金屬雖然硬度高,但是退讓性差(變形后無法復(fù)原),抗沖擊性能較差,抗疲勞性能差,因此容易造成粘著磨損、磨料磨損、疲勞磨損、微動(dòng)磨損等,大部分的軸類磨損問題都不易察覺,只有出現(xiàn)機(jī)器高溫、跳動(dòng)幅度大、異響等情況時(shí),大部分軸都已磨損嚴(yán)重,從而致使機(jī)器停機(jī)。
四、常見修復(fù)工藝對比
針對這類軸承位磨損問題傳統(tǒng)辦法一般采用的是將軸拆卸后運(yùn)輸至機(jī)修廠進(jìn)行補(bǔ)焊、鑲軸套等處理,補(bǔ)焊機(jī)加工工藝本身容易使軸表面局部產(chǎn)生熱應(yīng)力,造成斷軸的隱患,而且補(bǔ)焊機(jī)加工工藝需要花費(fèi)大量的人力和時(shí)間對設(shè)備進(jìn)行拆卸、運(yùn)輸和安裝,其修復(fù)時(shí)間較長,綜合修復(fù)成本高。該廠風(fēng)機(jī)為意外事故停機(jī),必須快速有效的恢復(fù)設(shè)備運(yùn)行,因此傳統(tǒng)修復(fù)工藝顯然不適合此次軸承位磨損的修復(fù)。 t
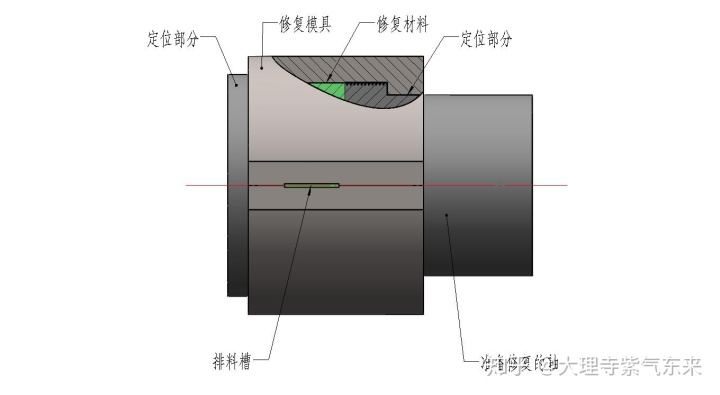
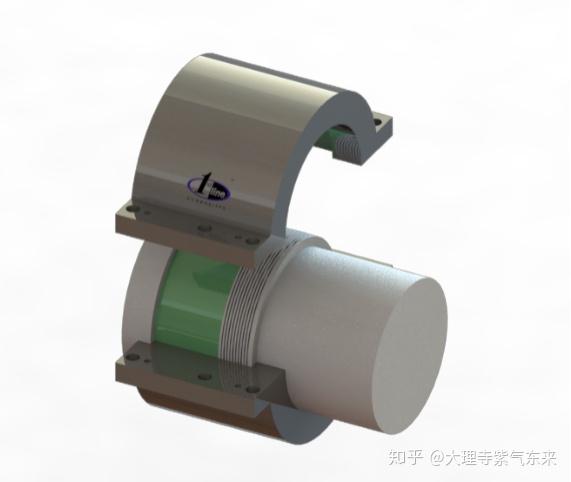
高分子復(fù)合材料針對軸承位磨損問題可根據(jù)設(shè)備轉(zhuǎn)速、軸承型號、使用要求等參數(shù)選取不同的設(shè)備修復(fù)工藝,其中最常用的為模具修復(fù)工藝(見圖1),該修復(fù)工藝?yán)貌牧咸匦裕Y(jié)合現(xiàn)場實(shí)際情況加工修復(fù)工裝,是利用模壓法根據(jù)定位部位修復(fù)磨損部位的一種現(xiàn)場修復(fù)工藝,具有修復(fù)時(shí)間短、修復(fù)精度高、修復(fù)成本低、對設(shè)備無二次傷害、易于操作等特點(diǎn)。
五、修復(fù)方案制定
針對該廠引風(fēng)機(jī)軸承位磨損問題,根據(jù)現(xiàn)場條件,制定了使用模具修復(fù)工藝進(jìn)行現(xiàn)場修復(fù)的方案。首先提前加工修復(fù)模具,在修復(fù)時(shí)首先針對磨損的表面面進(jìn)行表面處理,然后使用高分子復(fù)合材料進(jìn)行涂覆,涂覆完成后安裝模具。等待材料固化后,拆除模具,然后使用砂紙去除材料釉面,再次涂抹材料裝配軸承,等待材料固化后即可開機(jī)運(yùn)行,完成修復(fù)工作。
六、方案實(shí)施過程
1)表面處理:首先將磨損位置進(jìn)行烤油處理,去除滲入到金屬微孔內(nèi)的油脂;
2)打磨:使用砂紙將磨損位置進(jìn)行打磨處理,并用酒精或丙酮清洗干凈。
3)空試模具:將模具裝配至修復(fù)部位,觀察模具扣合情況,然后拆卸后刷涂脫模劑備用;
4)調(diào)和材料:按比例調(diào)和2211F金屬修復(fù)材料并攪拌均勻直到?jīng)]有色差。
5)涂抹材料:使用2211F金屬修復(fù)材料將磨損位置填平并略大于磨損量。
6)裝配模具,等待材料固化;
7)材料固化完成后拆卸模具,再次涂抹材料裝配軸承。

七、總結(jié)
通過高分子復(fù)合材料技術(shù)多年來在工業(yè)領(lǐng)域的應(yīng)用經(jīng)驗(yàn)來看,根據(jù)不同設(shè)備的運(yùn)行條件及設(shè)計(jì)參數(shù),利用高分子復(fù)合材料的成型特性,制作修復(fù)工裝,可在現(xiàn)場第一時(shí)間解決設(shè)備的傳動(dòng)部位磨損磨損的問題。高分子復(fù)合材料的機(jī)械物理性能是不變的,設(shè)備的運(yùn)行條件及參數(shù)是不變的,唯一可以改變設(shè)備運(yùn)行結(jié)果的就是修復(fù)工藝。事實(shí)證明,通過根據(jù)不同設(shè)備制定不停的修復(fù)工藝,利用現(xiàn)場條件制作修復(fù)工裝可以滿足大部分設(shè)備的運(yùn)行條件,大大提高了修復(fù)效率與修復(fù)精度。