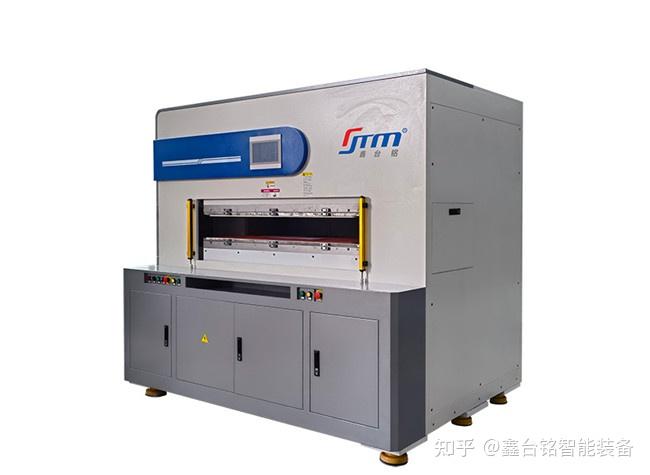
真空熱壓機(jī)(真空壓合機(jī))
真空熱壓機(jī)設(shè)備采用四柱式結(jié)構(gòu)設(shè)計(jì),配備精密伺服電機(jī)驅(qū)動(dòng),自動(dòng)將產(chǎn)品移動(dòng)到熱壓工位進(jìn)行抽真空熱壓,冷壓工位冷卻保壓成型,動(dòng)作結(jié)構(gòu)平
真空熱壓機(jī)設(shè)備采用四柱式結(jié)構(gòu)設(shè)計(jì),配備精密伺服電機(jī)驅(qū)動(dòng),自動(dòng)將產(chǎn)品移動(dòng)到熱壓工位進(jìn)行抽真空熱壓,冷壓工位冷卻保壓成型,動(dòng)作結(jié)構(gòu)平穩(wěn)高效,可兼容各種新型隔熱材料的熱壓封裝成型工藝。配備PLC微電腦觸控式操作系統(tǒng),集成溫度防呆,壓力、溫度、真空度多組生產(chǎn)數(shù)據(jù)實(shí)時(shí)顯示和調(diào)節(jié),配備安全光柵、信號(hào)報(bào)警燈,平衡腳杯,適用于各種真空壓合成型工藝的產(chǎn)品。
真空熱壓機(jī)(真空壓合機(jī))采用單開(kāi)口式,并采用液壓式壓合,其各層開(kāi)口之板材夾于上下兩熱壓盤(pán)間,壓力由下往上壓,熱力則由上下熱壓盤(pán)加熱傳至板材。整個(gè)壓合工藝流程為:上料、壓制、下料。其中,采用數(shù)控壓力傳感器進(jìn)行壓力控制,加熱方式采用電加熱。壓合時(shí)采用加熱盤(pán)進(jìn)行平坦性壓合,固定傳熱效率快的硅鋁板。采用離形膜進(jìn)行離形作用,防止復(fù)印,利用玻纖布抑制流膠量,阻隔矽油,防止滑動(dòng)。并采用硅鋼板,增加平坦度等。
開(kāi)口數(shù):
1.工作臺(tái)面(開(kāi)口數(shù)):?jiǎn)伍_(kāi)口
2.下工作臺(tái)型出入:帶型出入
真空:
1.抽真空方式:治具室內(nèi)抽真空
2.最大工作真空度:720-760mmHg
操控:
1.控制方式:PLC 控制
2.操作方式:機(jī)械按鈕
主要優(yōu)點(diǎn):
1、操作簡(jiǎn)單、實(shí)用。
2、成本低,無(wú)維護(hù)。
3、能耗低省空間,維修方便。
4、品質(zhì)易控制。
5、產(chǎn)品變形小,溢膠量少。
6、成型壓合前,先抽真空,氣囊填充式壓合,更適合高低落差大的產(chǎn)品這壓合。
主要結(jié)件配件:
1、油壓缸:活塞式,共3只,進(jìn)口密封圈,自制活塞油缸。
2、側(cè)板:整體鋼板加工,結(jié)實(shí),不變形。40mm45#優(yōu)質(zhì)碳鋼、熱處理。
3、頂板、底板:45#優(yōu)質(zhì)鋼板,鍍鉻處理,結(jié)實(shí),鍍鉻防生銹。
4、加熱板:錳鋼,熱處理,鍍鉻,變形小,鍍鉻防生銹。
5、真空系統(tǒng):真空采用油式真空泵,抽氣速度快,壽命長(zhǎng)。
6、增壓系統(tǒng):增壓系統(tǒng)采用長(zhǎng)制程增壓泵,壓力輸出穩(wěn)定。
7、液壓系統(tǒng):所有閥均采用進(jìn)口元器件,穩(wěn)定,不掉壓,不漏油。
隔熱板:玻璃纖維+耐高溫樹(shù)脂
控制方式:觸摸屏控制+數(shù)字壓力控制
加熱方式及熱板工作表面溫差(感溫線):電熱管加熱(±5℃)
加壓后相鄰兩熱板的平行度(感壓紙):壓力紙著色面積≥80%

設(shè)備特點(diǎn):
1、采用伺服油路系統(tǒng),3只活塞缸,低噪音,高效節(jié)能,成品率高。
2、采用電加熱,溫度均勻穩(wěn)定,誤差在±5度內(nèi),大大提高產(chǎn)品的良率。
3、真空采用油式真空泵,抽氣速度快,壽命長(zhǎng)。真空泵0.75Kw。
4、加熱板采用錳鋼,熱處理,鍍鉻,經(jīng)久耐用,不變形。
5、加熱溫度升溫過(guò)程可設(shè)置多段加熱,使溫度更準(zhǔn)確,上下獨(dú)立控制加溫。
6、PLC微電腦觸摸屏控制,數(shù)字壓力控制,溫度、速度可調(diào)可控。
7、品質(zhì)易控制,穩(wěn)定,產(chǎn)品變形小,溢膠量少。
8、操作簡(jiǎn)單,實(shí)用。成本低,能耗低,省空間,維修方便。
設(shè)備功能:
1、觸摸屏微電腦控制:性能穩(wěn)定,外觀美觀,操作簡(jiǎn)單。
2、加熱盤(pán)溫度均勻穩(wěn)定:每個(gè)加熱盤(pán)都采用了4組感溫電偶和溫度控制器,使熱盤(pán)的溫度絕對(duì)均勻和穩(wěn)定。
3、產(chǎn)品變形小,溢膠量少:壓合機(jī)壓制時(shí)間短,一次只需一至二分鐘,時(shí)間大大縮短,對(duì)產(chǎn)品來(lái)說(shuō)不論從變形或溢膠都有大大的改善,從而使產(chǎn)品質(zhì)量及合格率得以很大提高。
4、高效率,低耗能:壓合機(jī)壓制過(guò)程為:上料-壓制-下料,過(guò)程為約二分鐘。由于免去了升溫和降溫工作,從而大量節(jié)約了升溫所需的電能和降溫所需要水(油)能及升溫降溫所消耗的時(shí)間。
5、壓力均勻測(cè)試:著色面積為80%以上。
6、壓盤(pán)表面平行度:機(jī)械加工精度為5絲以內(nèi)。
7、油缸上升,下降速度:時(shí)間都在5秒以內(nèi)。
安全設(shè)計(jì):
1、電控保護(hù):過(guò)載、過(guò)流、漏電自動(dòng)保護(hù)功能。
2、壓力報(bào)警:當(dāng)壓力和設(shè)定值偏差超過(guò)接收值時(shí),機(jī)臺(tái)自動(dòng)報(bào)警,并提示報(bào)警原因。
3、溫度控制:溫度達(dá)不到或超過(guò)接收范圍時(shí),機(jī)臺(tái)會(huì)提示溫度報(bào)警。
4、雙手操作:如無(wú)送料器時(shí),機(jī)臺(tái)需雙手操作才能啟動(dòng),以保證操作員安全。
5、系統(tǒng)監(jiān)控:控制系統(tǒng)會(huì)對(duì)整個(gè)機(jī)臺(tái)作全方位監(jiān)控,并及時(shí)提示相關(guān)參數(shù)。
6、安全光柵:機(jī)臺(tái)兩個(gè)溫區(qū)均獨(dú)立安全光柵保護(hù),以確保人員操作安全。