真空油冷淬火
發布時間:
對一些淬透性較差的低合金鋼和非合金鋼或直徑較大的高合金鋼工件要進行真空油冷淬火。鋼的真空油冷淬火必須在專用的真空淬火油中
對一些淬透性較差的低合金鋼和非合金鋼或直徑較大的高合金鋼工件要進行真空油冷淬火。鋼的真空油冷淬火必須在專用的真空淬火油中進行。國產真空淬火油有ZZ-1、ZZ-2等型號,國外如美國海斯公司的H-1、H-2真空淬火油及日本初光公 司的HV1油、HV2油等。真空油淬火時,一般取工件重量與油重量之比在1: 10~ 1: 15之間為好。
真空油冷淬火,可獲得光亮的表面及合理的性能。與氣冷淬火相比,因油冷速度快而容易獲得高的韌性和強度。
真空淬火油的冷卻能力,與油面壓力有著密切關系,隨著壓力的降低,冷卻過程的汽膜期顯著增長,從而降低了油的冷卻能力。為了獲得與正常壓力下工件相同的淬火冷卻速度,常在真空加熱后淬火前,通人惰性氣體,使油面壓力達到 0. 027MPa后再進行油冷淬火。
對高合金鋼或高速鋼,由于淬火加熱溫度較高(1000C以上), 為減小工件畸變,通常進行兩次預熱,第一次600-650C,第二次800-850C。真空工作壓強控制在13.3~1.33Pa。
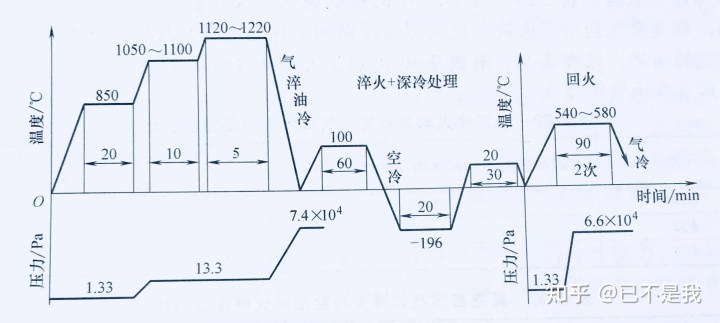
例如,M8沖頭,原采用W18Cr4V鋼制造,鹽浴熱處理,平均壽命為10259 件。改用W9Mo3Cr4V 鋼制造,并進行真空淬油熱處理,真空爐型號為ZC30, 其真空熱處理工藝曲線如圖所示。淬火后沖頭硬度為65.5~-65.7HRC,經深冷處理和二次回火后,硬度為66.1HRC。沖頭壽命為107500件,比鹽浴處理的壽命提 高9倍多,比未經深冷處理的真空熱處理的壽命(5776件) 提高1倍。
上一篇:復合循環鍋爐
下一篇:高真空管式電爐的特點