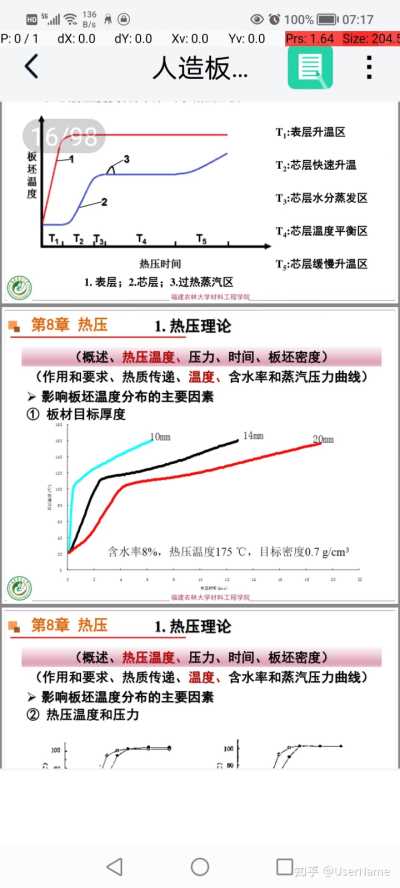
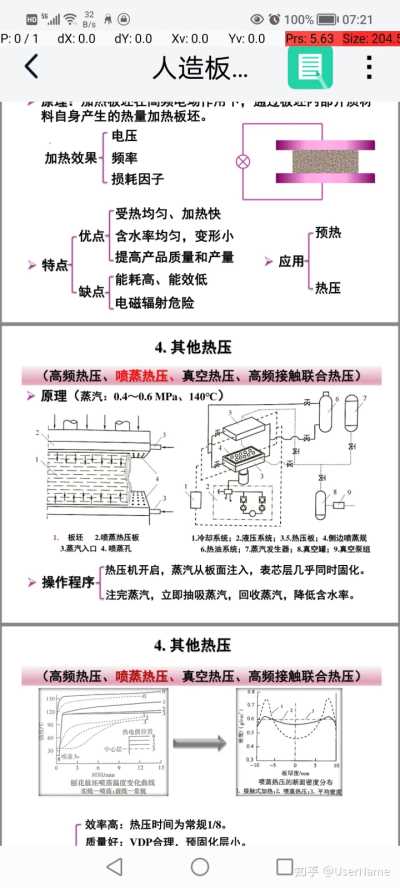
熱壓理論的函數(shù)√分布
5G3.5HKIs100%小07:20P:0/1dX:0.0dY:0.0Xv:0.0Yv:0.0Prs:5.0Size:196.人造板…8下壓板9調(diào)厚油缸10熱平板11排油管12回油槽13輥筒14
5G3.5
HKIs
100%
小07:20
P:0/1dX:0.0dY:0.0Xv:0.0Yv:0.0Prs:5.0
Size:196.
人造板…8下壓板
9調(diào)厚油缸
10熱平板
11排油管
12回油槽
13輥筒
14厚度測
13定裝置
1215油泵
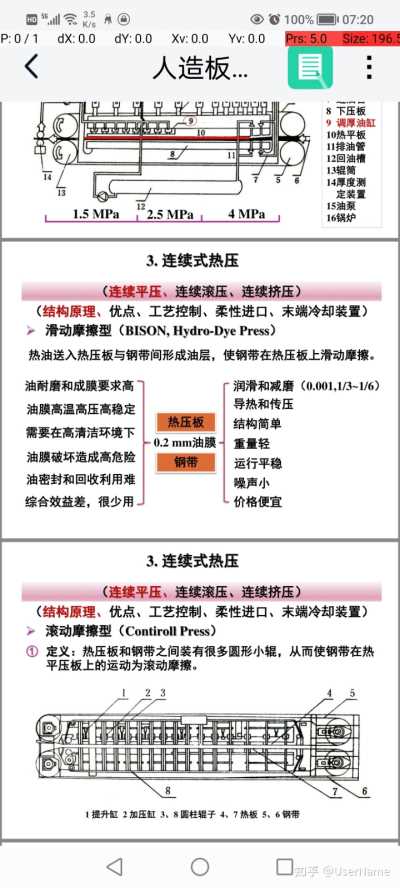
1.5MPa“2.5MPa4MPa16鍋爐
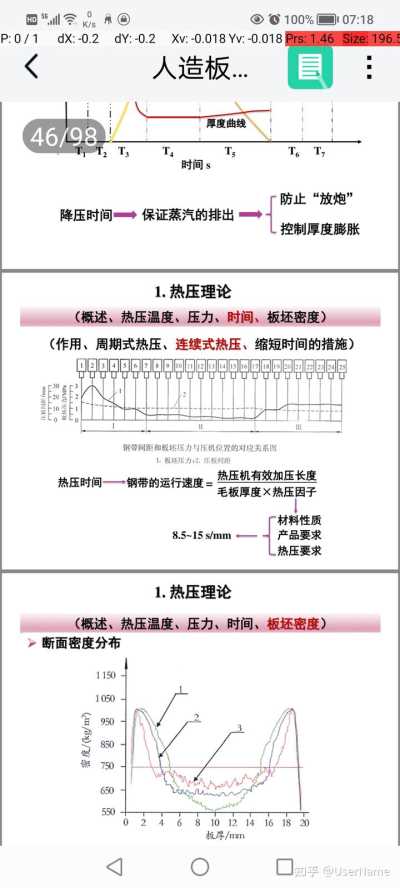
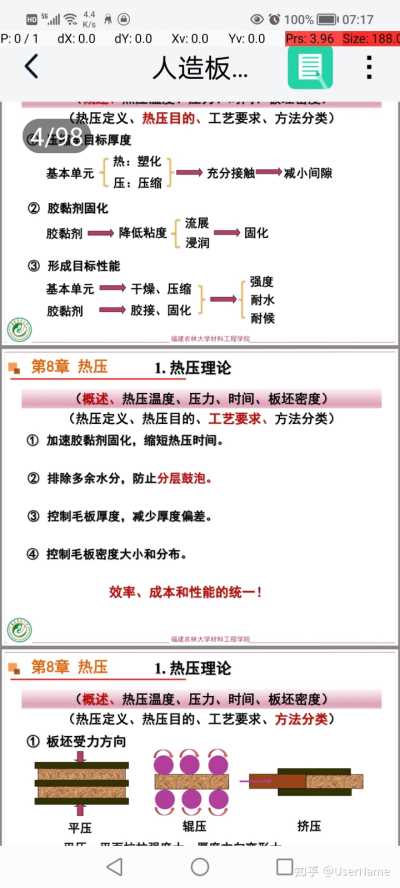
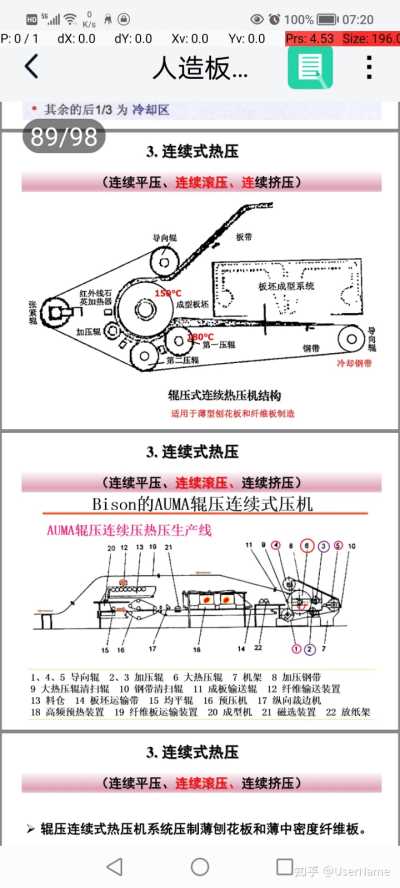
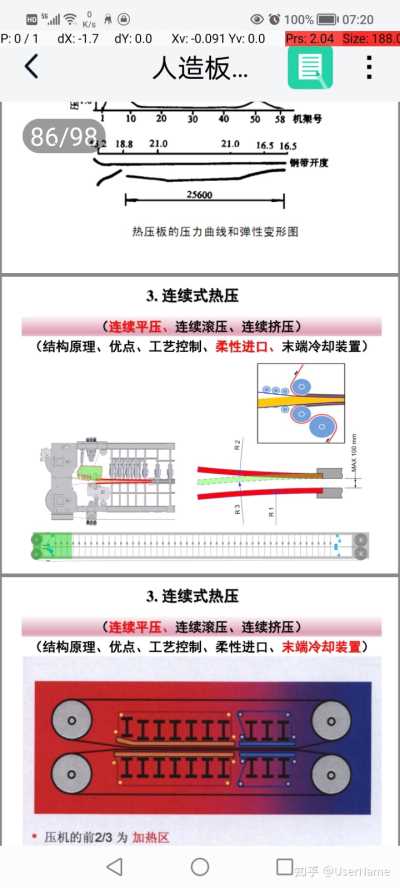
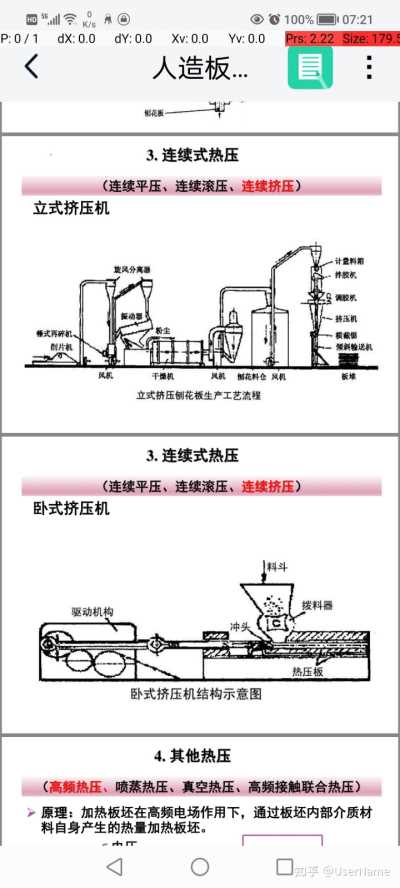
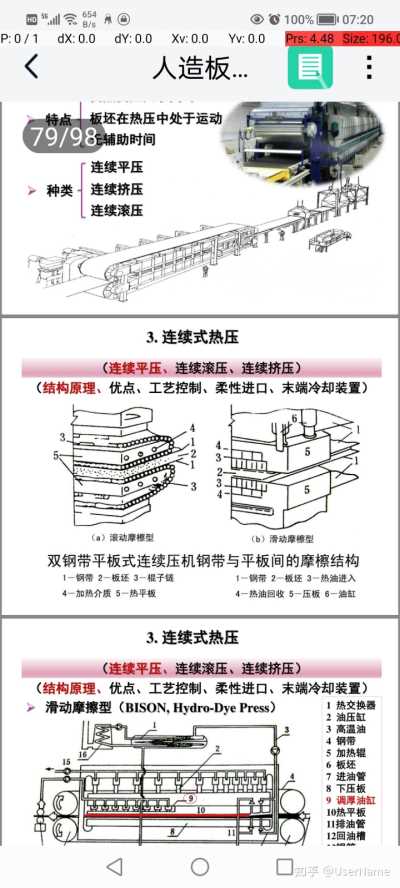
3.連續(xù)式熱壓
(連續(xù)平壓、連續(xù)滾壓、連續(xù)擠壓)
(結(jié)構(gòu)原理、優(yōu)點(diǎn)、工藝控制、柔性進(jìn)口、末端冷卻裝置)
》滑動摩擦型(BISON,Hydro-Dye Press.)熱油送入熱壓板與鋼帶間形成油層,使鋼帶在熱壓板上滑動摩擦。
油耐磨和成膜要求高廠潤滑和減磨(0.001,1/3~1/6)
油膜高溫高壓高穩(wěn)定導(dǎo)熱和傳壓
熱壓板結(jié)構(gòu)簡單
需要在高清潔環(huán)境下0.2mm油膜重量輕
油膜破壞造成高危險鋼帶
運(yùn)行平穩(wěn)
油密封和回收利用難噪聲小
綜合效益差,很少用價格便宜
3.連續(xù)式熱壓
(連續(xù)平壓、連續(xù)滾壓、連續(xù)擠壓)
(結(jié)構(gòu)原理、優(yōu)點(diǎn)、工藝控制、柔性進(jìn)口、末端冷卻裝置)
滾動摩擦型(Contiroll Press)
①定義:熱壓板和鋼帶之間裝有很多圓形小輥,從而使鋼帶在熱
平壓板上的運(yùn)動為滾動摩擦。
1235
86
1提升缸2加壓缸3、8圓柱輥?zhàn)?、7熱板5、6鋼帶
5G588
B/s1100%
07:19
P:0/1dX:0.0dY:0.0Xv:0.0Yv:0.0Prs:1.19 Size:204.<人造板….
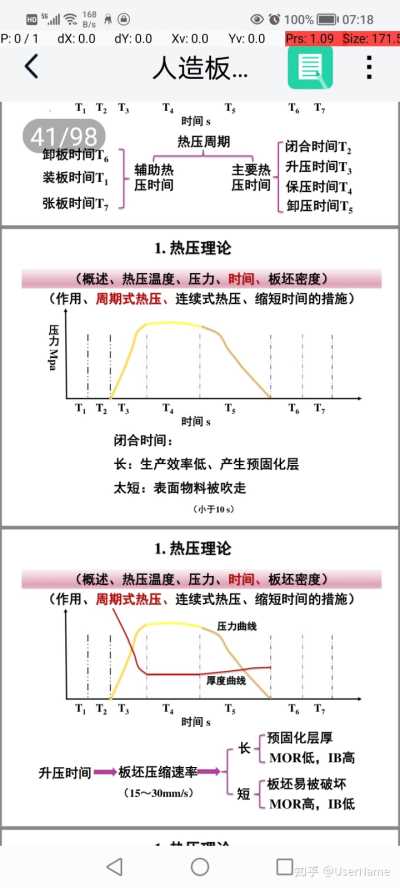
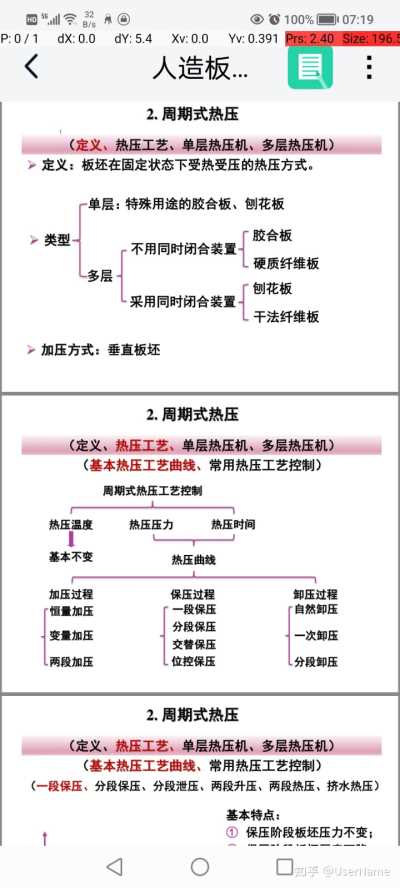
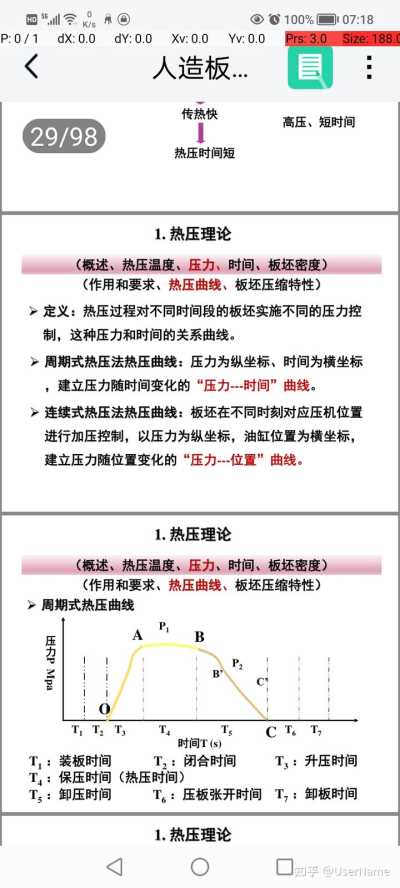
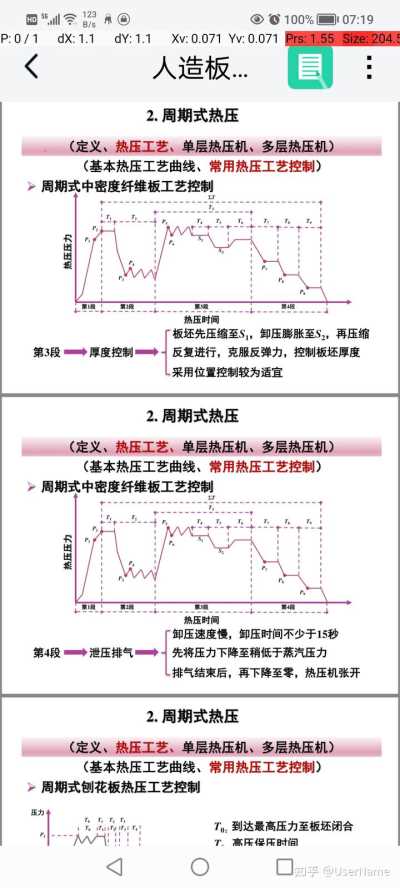
2.周期式熱壓
64/98、熱壓工藝、單層熱壓機(jī)、多層熱壓機(jī))
(基本熱壓工藝曲線、常用熱壓工藝控制)
(一段保壓、分段保壓、分段泄壓、兩段升壓、兩段熱壓、擠水熱壓)
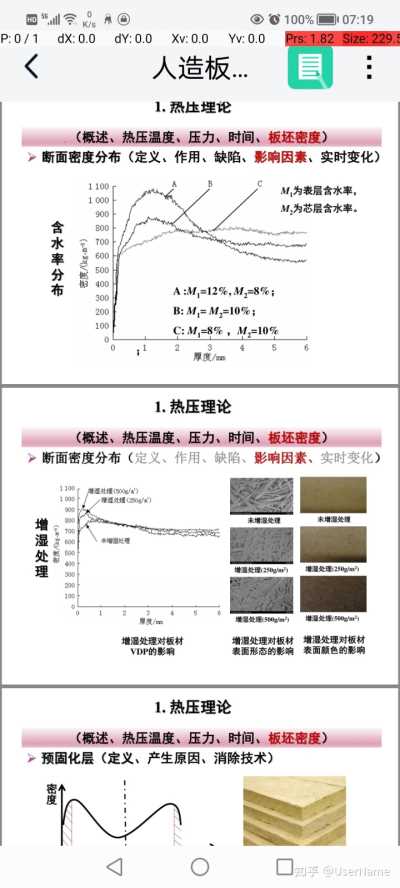
基本特點(diǎn):
①進(jìn)行兩次升壓;
先快速升至較高壓力;
③待芯層升溫再二次升壓。
適用板種:
①表層容易壓縮,芯層升溫
后反彈力仍較高;
熱壓時間/min蔗渣纖維板和刨花板;
低含水率纖維板。
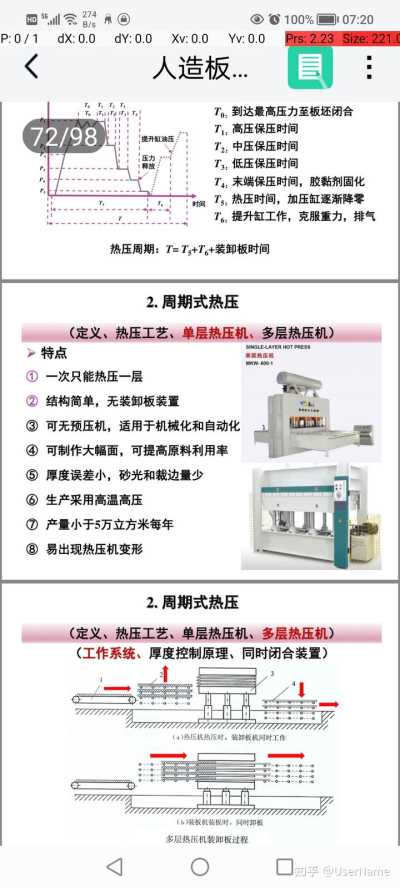
2.周期式熱壓
(定義、熱壓工藝、單層熱壓機(jī)、多層熱壓機(jī))
(基本熱壓工藝曲線、常用熱壓工藝控制)
(一段保壓、分段保壓、分段泄壓、兩段升壓、兩段熱壓、擠水熱壓)
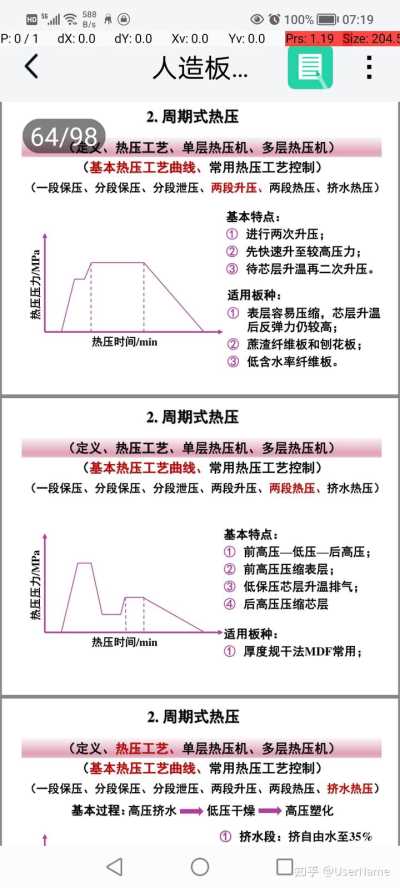
基本特點(diǎn):
①前高壓一低壓一后高壓;
②前高壓壓縮表層;
3低保壓芯層升溫排氣;
后高壓壓縮芯層
適用板種:
熱壓時間/min①厚度規(guī)干法MDF常用;
2.周期式熱壓
(定義、熱壓工藝、單層熱壓機(jī)、多層熱壓機(jī))
(基本熱壓工藝曲線、常用熱壓工藝控制)
(一段保壓、分段保壓、分段泄壓、兩段升壓、兩段熱壓、擠水熱壓)
基本過程:高壓擠水→低壓干燥→高壓塑化
①擠水段:擠自由水至35%
H5G45
B/s100%
007:20
P:0/1dX:-8.8dY:-2.7Xv:-0.570Yv:-0.180Prs:1.14 Size:196.<人造板…
冒
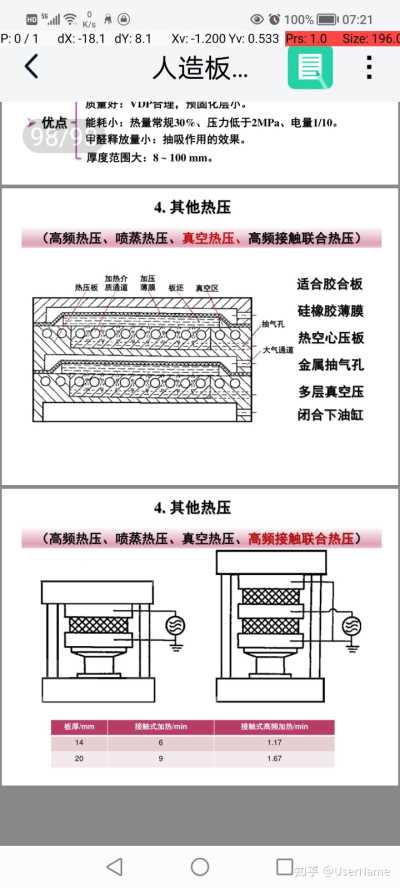
83/983.連續(xù)式熱壓
(連續(xù)平壓、連續(xù)滾壓、連續(xù)擠壓)
(結(jié)構(gòu)原理、優(yōu)點(diǎn)、工藝控制、柔性進(jìn)口、末端冷卻裝置)
生產(chǎn)連續(xù)化
綜合效益好產(chǎn)品質(zhì)量好
設(shè)計(jì)制造難度大板材厚度精度高
“在線”調(diào)節(jié)特點(diǎn)
原材料消耗率低
材盡其用板材規(guī)格多
簡化了生產(chǎn)設(shè)備生產(chǎn)效率高
節(jié)電、省熱
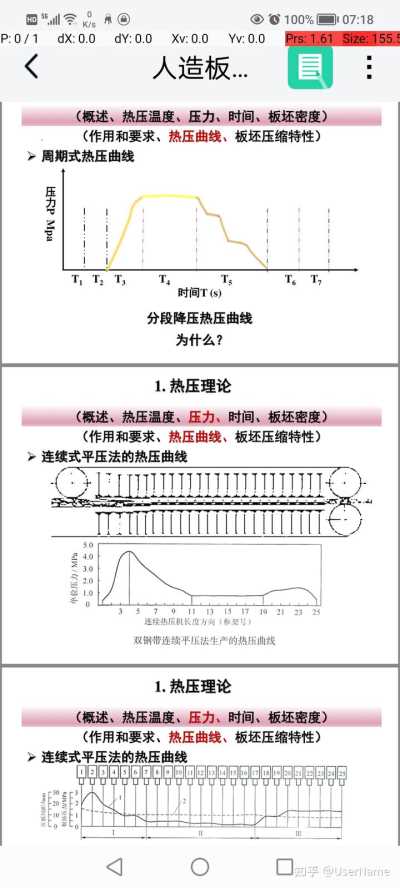
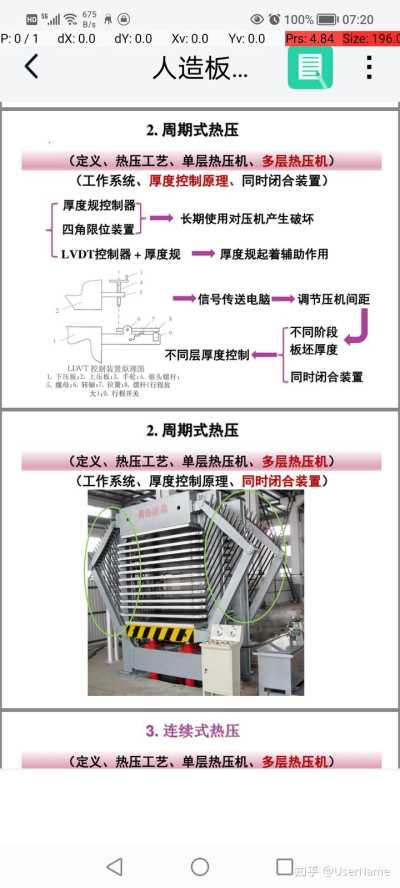
3.連續(xù)式熱壓
(連續(xù)平壓、連續(xù)滾壓、連續(xù)擠壓)
(結(jié)構(gòu)原理、優(yōu)點(diǎn)、工藝控制、柔性進(jìn)口、末端冷卻裝置)四大控制:間距控制、壓力控制、溫度控制和時間控制。不同的連續(xù)平壓機(jī)的區(qū)別在于間距和壓力的控制方法。
間距控制完全間距控制
連續(xù)平壓機(jī)壓力間距組合控制
壓力控制完全壓力控制
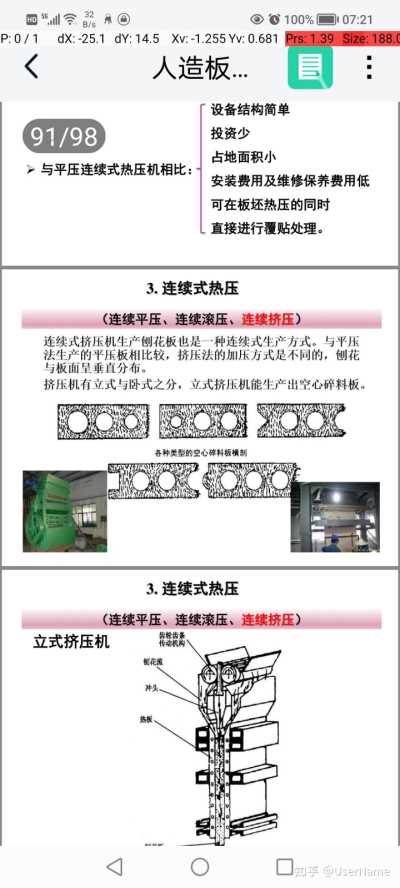
3.連續(xù)式熱壓
(連續(xù)平壓、連續(xù)滾壓、連續(xù)擠壓)
(結(jié)構(gòu)原理、優(yōu)點(diǎn)、工藝控制、柔性進(jìn)口、末端冷卻裝置)
0